
Case Study
Dysprosium and Terbium: The 2% That Makes NdFeB Magnets Fail-Safe

Dysprosium (Dy) and terbium (Tb) are heavy rare earths (HREs) added at a few weight percent to neodymium-iron-boron (NdFeB) magnets, where they stabilize coercivity at elevated temperature. Without them, high-energy NdFeB grades can lose roughly half their coercivity between room temperature and 150 °C. Yet these two atoms are sourced from a narrow, politically exposed upstream, so gram-level Dy/Tb decisions in motor design cascade back into billion-dollar questions about mines, refineries, and export controls.
Materials Dispatch’s assessment is that the core technical tension is no longer simply “NdFeB versus alternatives”. It is the three-way tradeoff between high-temperature coercivity, Dy/Tb intensity, and exposure to a supply base concentrated in Chinese ionic clays and a small set of emerging HRE projects. Engineering advances in grain-boundary diffusion, Dy-free microstructures, SmCo deployment, and magnet recycling are real, but they rebalance rather than eliminate this constraint.
What follows unpacks the magnet physics, the precise role of Dy/Tb in that physics, the upstream and midstream infrastructure that delivers those atoms into finished magnets, and the operational choices facing electric mobility, wind, and defense programs in the 2024-2025 window.
Why does Dy/Tb supply risk matter now?
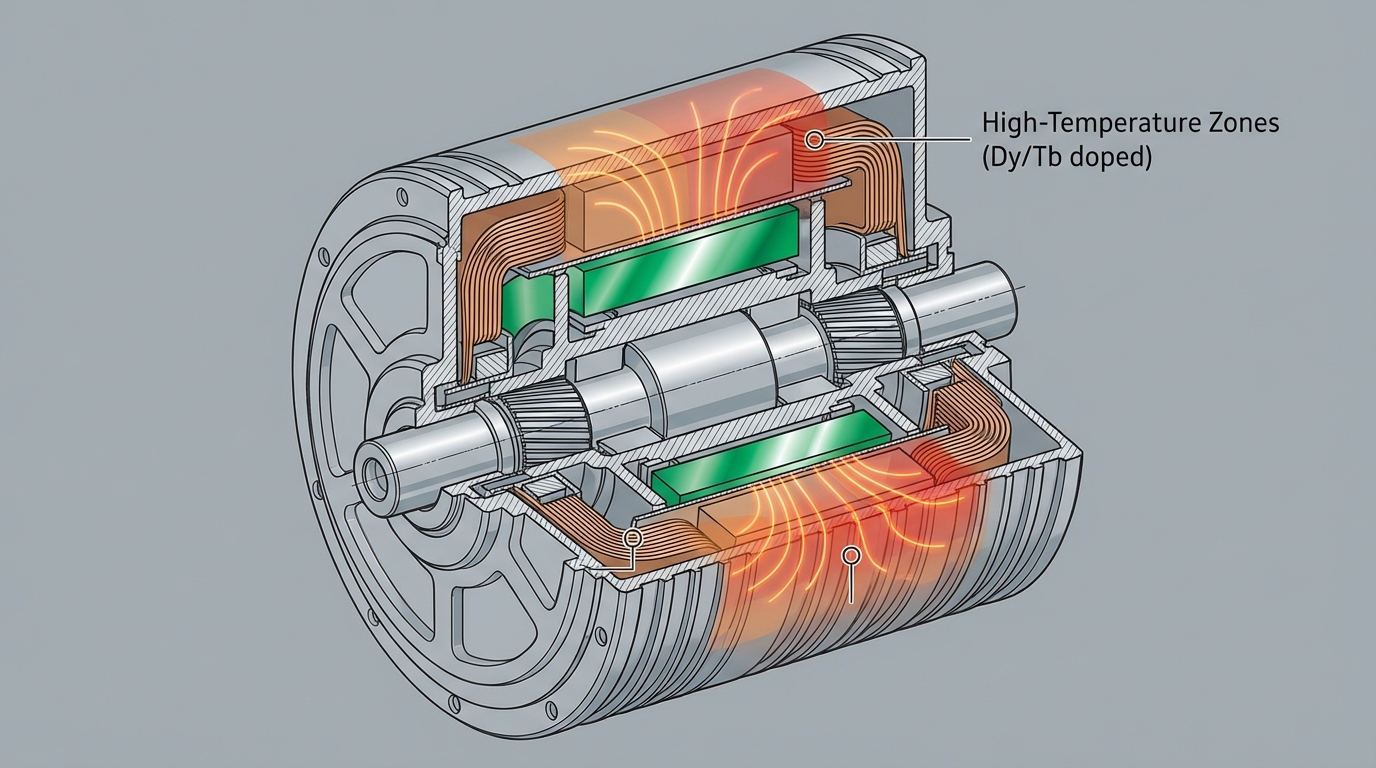
Permanent magnets are one of the highest-leverage materials systems in modern industry: small mass, outsized system impact. NdFeB magnets in traction motors, wind turbine generators, guidance actuators, and precision servos enable compact, efficient machines with high power density. The roadblock is temperature. Standard NdFeB grades lose coercivity sharply above roughly 120–150 °C; at 150 °C coercivity can drop to less than half of the room-temperature value if no heavy rare earth is present.
Dysprosium and terbium solve this at the microstructural level, but they do so by tapping into the rarest, most scattered part of the rare-earth series. A 2024 US neodymium magnet supply-chain report and market studies from Roskill and Adamas Intelligence converge on a simple structural fact: high-temperature NdFeB accounts for a substantial and rising share of total NdFeB tonnage, yet Dy/Tb mine output trails this demand segment, leading to persistent deficits and price sensitivity. In other words, the energy transition is leaning heavily on the two rare earths with the weakest and most geographically concentrated production base.
The operational question is therefore not abstract. It is concrete: how many weight percent Dy/Tb in each magnet, from which upstream jurisdictions, processed through which refineries, at what coercivity and thermal margin – and what happens if that Dy/Tb is suddenly unavailable or repriced. For a sense of how magnet-grade rare earths translate into end-use stakes, see our analysis of how much rare earth goes into a fighter.
How do magnet chemistries set the thermal constraint?
NdFeB: High Energy Density, Limited Thermal Margin
NdFeB magnets are based on the Nd₂Fe₁₄B phase: approximately one-third rare earth (neodymium and praseodymium), with the remainder mostly iron and a small amount of boron. The tetragonal crystal structure has alternating rare-earth and iron-rich layers; boron stabilizes this phase and supports high magnetocrystalline anisotropy. Typical sintered grades deliver high remanence, strong coercivity at room temperature, and very high maximum energy product, which explains why NdFeB has captured the majority of the rare-earth magnet market.
The problem arises as temperature climbs toward 150–200 °C – the regime where traction motors, wind turbine generators, and aerospace actuators frequently operate. The intrinsic coercivity of the Nd₂Fe₁₄B phase declines with temperature as exchange coupling weakens. Without Dy/Tb, high-energy NdFeB grades can see coercivity roughly halved between room temperature and 150 °C, shrinking safety margin against partial demagnetization during overload or fault conditions.
SmCo and Ferrites: Alternative Baselines
Samarium-cobalt magnets occupy the traditional high-temperature niche. The two industrial families, SmCo₅ and Sm₂Co₁₇, offer lower remanence than NdFeB but extremely high Curie temperatures (well above 700 °C in many compositions) and good corrosion resistance. Their magnetocrystalline anisotropy is dominated by the samarium 4f orbitals interacting with cobalt 3d electrons, giving robust coercivity even at temperatures beyond those tolerable for NdFeB.
In contrast, ferrite magnets (strontium or barium hexaferrite) deliver low cost, good corrosion resistance, and moderate Curie temperatures around the mid-400 °C range, but their remanence and energy product are far lower. For high-power density machines in EVs and aerospace, ferrites are generally not competitive on volume and weight, although they remain important in many mass-market applications where size, weight, and efficiency penalties are tolerated.
| Property (typical ranges) | NdFeB (sintered) | SmCo (SmCo₅ / Sm₂Co₁₇) | Ferrite |
|---|---|---|---|
| Remanence Br | High (around 1.0–1.4 T) | Moderate (about 0.8–1.2 T) | Low (roughly 0.2–0.4 T) |
| Coercivity Hci (room temp.) | High, but sensitive to temperature | High and more temperature-stable | Low–moderate |
| Max energy product (BH)max | Very high (hundreds of kJ/m³) | High (but generally below NdFeB) | Low (by an order of magnitude) |
| Typical usable temp. range | Up to ~150–200 °C (grade-dependent) | Up to ~300 °C and beyond | Up to ~250–300 °C |
| Relative material cost | Baseline (1×) | Several times NdFeB | Fraction of NdFeB |
SmCo thereby offers a structurally Dy/Tb-free solution at the price of higher cost, lower energy product, and dependence on cobalt. That structural difference explains why SmCo remains concentrated in defense and high-end aerospace niches, while NdFeB dominates EV and wind volumes but carries the Dy/Tb burden.
What does Dy/Tb actually do inside the NdFeB lattice?
Dysprosium and terbium are heavy rare earths with stronger spin-orbit coupling than neodymium. When Dy³⁺ or Tb³⁺ partially substitute for Nd³⁺ in the Nd₂Fe₁₄B lattice, the anisotropy field increases. Practically, this means domain walls are harder to move, and coercivity rises, especially at elevated temperature. This is why high-temperature NdFeB grades typically contain a few weight percent Dy and/or Tb in addition to Nd/Pr.
Two main industrial routes introduce Dy/Tb into NdFeB magnets:
- Bulk alloying / co-sintering – Dy/Tb are added to the melt, then the alloy is strip-cast, hydrogen-decrepitated, jet-milled, pressed, and sintered. Dy/Tb are relatively uniformly distributed, raising coercivity but at a significant penalty in remanence.
- Grain boundary diffusion (GBD) – Dy/Tb-rich alloys are applied as a coating or secondary phase and diffused into grain boundaries at elevated temperature. This concentrates Dy/Tb where coercivity is most affected (grain surfaces) while leaving grain cores Dy-free, preserving more remanence per unit Dy/Tb used.
Experimental and industrial data compiled in Japanese and US technical literature show that undoped NdFeB grades can see coercivity values around the lower end of standard ranges at room temperature, with significant degradation above 100–150 °C. Introducing several weight percent Dy can roughly double coercivity at 150 °C, enabling reliable operation for EV and wind applications. Comparable coercivity improvements can be obtained with slightly lower Tb contents because Tb’s contribution to anisotropy per atom is higher, but Tb is even scarcer and often more expensive.
The tradeoff is clear in practice. Each incremental percent of Dy or Tb generally trims remanence, because Dy/Tb atoms carry different magnetic moments and modify the local environment of iron 3d electrons. That forces magnet designers into a three-way compromise: coercivity margin, magnet volume, and HRE content. In high-power density EV motors, that balance becomes acute. In practical terms, every additional weight percent of Dy in a traction motor magnet reshapes the entire thermal-margin versus active-material cost calculus.
Where do dysprosium and terbium actually come from?
Geological and Ore-Type Constraints
Dysprosium and terbium occur at low concentrations and, unlike abundant Nd and Pr, are strongly tied to specific ore types. Whereas Nd and Pr are concentrated in large bastnäsite and monazite deposits, Dy and Tb are scattered and enriched only in a handful of geological settings:
- Ionic adsorption clays in southern China and neighboring regions – weathered granites where rare earths are loosely bound on clay surfaces; these deposits have relatively higher fractions of HREs (including Dy and Tb).
- Xenotime and HRE-rich monazite in select hard-rock deposits such as xenotime-bearing quartz veins and specialized alkaline systems.
- Phosphogypsum and industrial by-products where rare earths (including HREs) were historically discarded with fertilizer or phosphoric acid residues.
USGS data and commercial assessments show that a dominant share of separated Dy/Tb in recent years has been produced from Chinese ionic adsorption clays, supplemented by material extracted in Myanmar and processed in China. Large light rare-earth operations such as Bayan Obo in Inner Mongolia produce immense Nd/Pr flows but relatively modest Dy/Tb quantities, which are insufficient on their own to meet high-temperature magnet demand. The Myanmar dependency is itself a documented pressure point; see dysprosium after Myanmar: who pays the price.
Process Flows: From Clay and Concentrate to Dy/Tb Oxides
The typical ionic-clay HRE flow sheet is chemically simple but environmentally sensitive. Leaching uses saline ammonium sulfate or other electrolytes to displace rare-earth cations from clay surfaces; the pregnant leach solution then passes through steps of impurity removal, rare-earth precipitation (usually as carbonates or hydroxides), and finally solvent extraction for separation of individual elements such as Dy and Tb. Oxalate precipitation and calcination yield rare-earth oxides (REOs), which move to metal-making and alloying stages.
Key operational constraints emerge at each step:
- Leach control and effluents – Inadequate capture of ammonium and rare-earth bearing leachates can contaminate waterways. Stricter environmental enforcement in southern China has periodically curtailed unregulated operations, cutting HRE supply.
- Solvent extraction capacity – Dy and Tb are separated in long mixer-settler or column trains. Capacity expansions require significant capital, organic solvent inventory, skilled operators, and acid/alkali supply, all of which can become bottlenecks.
- Residue management – Clay tailings remain chemically active and require engineered containment to avoid acidification and metal release; this is now a central focus of Chinese regulators and a key permitting consideration in new projects elsewhere.
Hard-rock HRE projects such as Browns Range (xenotime), Dubbo (zirconium-hafnium-rare earths), and Round Top (multi-element rhyolite) follow more familiar mining and beneficiation patterns: conventional open pit, crushing, grinding, flotation or gravity separation, then acid or caustic cracking of concentrates and solvent extraction. These operations introduce higher capex but can yield relatively concentrated Dy/Tb streams and co-products (Zr, Hf, Nb, Li, etc.) that support industrial resilience.
Key Dy/Tb-Relevant Projects in 2024–2025
Industry and policy attention has coalesced around a limited group of assets that materially influence Dy/Tb availability outside China. Publicly available technical and market reports regularly cite the following as structurally important for the mid-2020s:
- Browns Range (Australia, Northern Minerals) – Xenotime-rich ore focused on Dy/Tb and other HREs, operating pilot-scale production with plans for scale-up. Logistics revolve around Darwin port and remote infrastructure.
- Dubbo Project (Australia, Australian Strategic Materials) – A zirconium-hafnium-rare-earth deposit with relatively high HRE content. Feasibility work indicates meaningful Dy/Tb output alongside Zr/Hf streams, positioning it as a non-China HRE hub once financed and constructed.
- Nolans (Australia, Arafura) – A phosphate-hosted NdPr project with some HRE components. Nolans is primarily a NdPr project but offers incremental Dy/Tb capacity and aims for integrated downstream processing.
- Round Top (USA, Texas) – A multi-element deposit containing rare earths (including HREs) and lithium, with a development concept built around integrated processing in Texas. Permitting and technical de-risking are the current focal points.
- Phosphogypsum-based projects (e.g., South Africa) – Recovery of rare earths, including Dy/Tb, from historic fertilizer stacks, blending mining and waste-reprocessing challenges with ESG scrutiny.
Parallel to these, ionic-clay supply in Myanmar and southern China remains decisive. Political disruptions in Myanmar in recent years have periodically cut HRE feed into Chinese separation plants, leading to noticeable tightening in Dy/Tb spot availability and price spikes highlighted by Fastmarkets and other price reporting agencies.
How is Dy/Tb turned into a finished magnet?
Metal Production and Alloying
Dy and Tb oxides follow the same basic midstream path as other rare earths destined for NdFeB magnets. Oxides are typically converted to fluorides or chlorides, then reduced metallothermically (for instance, with calcium or other reductants) in vacuum or inert atmosphere to yield metals or master alloys. Dy/Tb can also be added as mischmetal-type alloy additions rather than as pure metal.
At this stage, the key technical focus is purity (to avoid parasitic phases and non-magnetic inclusions) and control of alloy composition. Even minor deviations in Dy/Tb content from specification can materially alter coercivity profiles, particularly in grain-boundary-diffused magnets where effective Dy/Tb content at grain surfaces, not simply bulk analysis, governs performance.
NdFeB Manufacturing: Where Dy/Tb Choices Are Locked In
The classic sintered NdFeB process involves strip casting the alloy, hydrogen decrepitation to break it into brittle hydrides, jet milling under inert gas to achieve sub-10 µm powders, pressing in alignment fields, sintering, and heat treatment. Dy/Tb can be present throughout this process (bulk doping) or introduced via GBD steps after sintering.
Grain-boundary diffusion routes used by Japanese and Korean magnet producers highlight the central tradeoff. Coatings or thin layers enriched in Dy/Tb are applied to magnet blanks, which are then annealed at elevated temperatures for tens of hours. Dy/Tb diffuses a limited distance into grain boundaries, increasing coercivity near surfaces where demagnetization starts, while leaving grain cores largely free of HREs and maintaining higher remanence.
The cost implications are two-sided:
- Dy/Tb consumption per magnet can fall significantly compared to bulk-doped grades, reducing exposure to HRE price volatility.
- Processing time and complexity increase, with longer furnace cycles, tighter atmosphere control, and more complex quality assurance to ensure uniform diffusion depth.
Industrial experience shows that poor control of Dy/Tb diffusion can lead to significant within-batch coercivity variance. Magnets on the same production line can deviate beyond acceptable tolerance bands if diffusion profiles vary with part geometry, furnace loading, or surface condition. That, in turn, complicates motor and generator design assumptions about minimum coercivity under worst-case temperature and demagnetization load.
SmCo and Other Alternatives in the Midstream Flow
SmCo magnets follow distinct midstream paths: samarium and cobalt are alloyed and processed via powder metallurgy or hot-pressing routes; no Dy/Tb is required. This cleanly removes HRE risk but introduces dependence on cobalt supply and exposes programs to higher material cost and somewhat lower magnet energy product.
Emerging alternatives include hot-deformed NdFeB with refined grain sizes that raise coercivity without Dy/Tb, and experimentation with rare-earth-lean or rare-earth-free systems (e.g., MnBi, Fe-N, advanced alnico variants). However, these remain niche or developmental for large-scale traction and wind use. For the next decade, NdFeB and SmCo will likely remain the workhorses, with Dy/Tb management as a central variable in NdFeB deployment.
What shapes the Dy/Tb market and policy landscape?
The 2024–2025 Dy/Tb market is defined by strong NdFeB demand from electric vehicles and wind turbines, with high-temperature grades representing a substantial fraction of total tonnage. Government and industry reports through late 2024 place Dy demand in the low-thousands of tonnes per year and Tb in the mid-hundreds, with mine output slightly lower for both, implying structural deficits bridged by stock draws, recycling, and demand management.
Several structural features dominate the risk profile:
- Chinese processing dominance – Although hard-rock projects are emerging elsewhere, a large majority of Dy/Tb separation capacity remains in China, built around ionic-clay feed and enhanced by imported clays from Myanmar. Environmental campaigns and export licensing adjustments have direct, rapid effects on global availability.
- Policy instruments in consuming regions – The United States‘ Inflation Reduction Act includes incentives for magnets produced with non-Chinese supply chains. The European Union’s Critical Raw Materials Act targets domestic and allied extraction and processing quotas by 2030. Japan continues to operate strategic stockpiles and structured offtakes with non-Chinese producers.
- Price volatility and contract structures – Spot prices for Dy/Tb oxides have seen sharp moves following export quota announcements or disruptions in Myanmar. Large magnet producers and OEMs increasingly rely on multi-year offtake contracts and index-linked pricing to stabilize industrial planning.
These dynamics directly influence where and how Dy/Tb-efficient technologies such as GBD or Dy-free microstructural designs are adopted. The more constrained Dy/Tb becomes at the mine and separation level, the more valuable each incremental percent of coercivity gained per unit HRE within the magnet plant.
How can engineers reduce or reposition Dy/Tb?
Magnet-Level Mitigation
At the magnet level, several strategies are in active industrial use or development to reduce dependence on Dy/Tb while preserving performance:
- Grain boundary diffusion optimization – Wider adoption of diffusion-based coercivity enhancement reduces total Dy/Tb tonnage per magnet. Process innovations include optimized Dy/Tb carrier alloys, multi-step diffusion cycles, and grain-boundary engineering with additive elements (e.g., Cu, Al) to open diffusion pathways.
- Grain size refinement – Hot-deformed NdFeB, with nano-scale grains, achieves higher intrinsic coercivity from microstructure alone. This can partially or completely offset Dy in some applications but requires sophisticated hot-working and texture control.
- Selective Tb usage – In designs where mass and temperature margin are critical, some programs favor smaller Tb additions instead of larger Dy additions, exploiting Tb’s stronger anisotropy impact per atom at the cost of using a scarcer element.
- Coatings and corrosion management – High-Dy/Tb grades can be more vulnerable to specific corrosion modes; robust Ni-Cu-Ni or epoxy coatings and strict control of porosity and inclusions in the sintered body help preserve long-term coercivity.
Each of these magnet-level responses involves tradeoffs: longer cycle times, higher process complexity, more demanding quality assurance, or increased exposure to other critical inputs (e.g., copper for grain-boundary phases).
Machine-Level Mitigation
Motors, generators, and actuators offer another layer of flexibility. Design choices can reduce Dy/Tb intensity even if magnets remain NdFeB-based:
- Thermal management – Improved rotor cooling, reduced hotspot formation, and better thermal interfaces keep magnet temperatures below coercivity-critical thresholds. This allows use of lower-Dy grades at the same reliability level.
- Motor topology – Interior permanent magnet (IPM) motors distribute flux differently and can be designed with demagnetization-resilient geometries, permitting lower HRE content than surface-mounted designs for equivalent torque and overload profiles.
- Hybrid and reluctance-assisted designs – Some traction motors blend reluctance torque with PM torque, reducing magnet content per kW. This does not remove Dy/Tb risk but lowers the total kilograms of Dy/Tb per vehicle or turbine.
- SmCo substitution in critical zones – In high-risk aerospace or defense components, SmCo magnets can replace NdFeB entirely or in the most thermally stressed regions, removing Dy/Tb dependence in those subsystems.
Machine-level mitigations shift tradeoffs into other domains: cooling system complexity, control algorithms, rotor and stator manufacturing, and in some cases reliance on cobalt or larger machine size. The benefit is flexibility in tuning Dy/Tb usage to the most critical elements of the fleet.
Recycling and Secondary Supply
Recycling is an increasingly important complement to primary Dy/Tb supply. Two main routes are relevant:
- Direct reuse / re-manufacturing – Recovery of magnets from end-of-life hard drives, motors, and generators; demagnetization, re-machining, or re-processing into new shapes. Dy/Tb remains embodied in the magnet, though performance can degrade after multiple cycles.
- Hydrometallurgical recovery – Shredded magnets are leached in acids, impurities are removed, and rare-earth elements are separated via solvent extraction into individual oxides, including Dy and Tb. These oxides then re-enter the standard midstream flows.
Industrial projects in Europe, Japan, and North America have demonstrated technically viable flowsheets for magnet-to-magnet or magnet-to-oxide recycling. The main constraints remain collection logistics, product heterogeneity, and the economics of competing with primary supply. Nevertheless, recycling offers a structurally different risk profile: urban mines are geographically closer to end-use industries and less exposed to the same geopolitical chokepoints as primary HRE deposits. For why magnet recycling stays marginal in volume terms, see rare earth recycling: the 15% target nobody is hitting.
What are the failure modes in a Dy/Tb-constrained world?
Dy/Tb risk is often framed in tonnage and price terms, but the most consequential failures arise when material, process, and design assumptions misalign. Several patterns recur in industrial experience and technical case studies.

Partial Demagnetization in High-Stress Machines
If coercivity margins are thinner than anticipated – because Dy/Tb content is slightly low, distribution is inhomogeneous, or operating temperatures are higher than modeled – machines can suffer partial, irreversible demagnetization during overload or fault events. The immediate outcome is not necessarily catastrophic failure; more commonly, torque or efficiency loss emerges over time and is difficult to diagnose without detailed magnetic characterization.
GBD magnets are particularly sensitive to diffusion depth and surface coverage. Edges and corners can receive less Dy/Tb, becoming demagnetization “weak spots”. Motors built with such magnets may pass initial testing but age faster under pulsed or cyclic overload, especially in applications where ambient conditions are less controlled (e.g., heavy-duty EVs, off-highway equipment, or nacelles with variable thermal paths).
Supply-Chain Disruptions Propagating into Design Decisions
Disruptions in Myanmar ionic-clay exports or Chinese production curtailments, as seen in recent years, have forced magnet makers to temporarily adjust Dy/Tb content or shift customers to different grades. In some cases, this has led to re-rating of machine performance envelopes, including derating of turbine generators or traction motors in certain duty cycles.
Such short-term adjustments illustrate a deeper structural issue: magnet grade selection and Dy/Tb content are often locked into long validation cycles. Once a platform is qualified, changing Dy/Tb levels typically requires fresh testing and approvals. Supply shocks arriving mid-platform can therefore create a gap between what the supply chain can deliver and what the platform specification demands.
Quality and Traceability Gaps
In a constrained Dy/Tb market, blending of different feedstocks, substitution between Dy and Tb, or variable recycling input streams can all introduce composition variability. If analytical controls (ICP-MS assays, XRD phase analysis, coercivity mapping) are not robust, magnets may drift outside narrow specification windows without detection at incoming inspection.
From an operational perspective, this transforms a macro-supply risk into a micro-quality risk: failures occur not because Dy/Tb is unavailable, but because its distribution and spec compliance are imperfectly controlled. That is especially acute in safety-critical systems (flight controls, braking actuators, guidance fins) where magnet performance margins are tight and failure modes are binary.
How do industrial teams structure Dy/Tb risk analysis?
Across OEMs and tier-one magnet users, internal workflows tend to converge on a multi-layer analysis of Dy/Tb exposure rather than a single “price risk” metric. Typical frameworks bring together materials science, procurement, and regulatory teams around several recurring pillars.
- Material characterization – Detailed rare-earth oxide and metal purity assays, including Dy/Tb and trace contaminants, to ensure consistency with magnet-grade specifications.
- Composition mapping – Verification of Nd:Dy:Tb ratios at batch and sub-batch level, including checks on diffusion profiles for GBD magnets, often with statistical acceptance criteria for coercivity spread.
- Thermal performance validation – Coercivity and remanence measurement across temperature and demagnetizing field conditions representative of real duty cycles, frequently aligned with ASTM or IEC methods.
- Supply-chain traceability – Mapping Dy/Tb flows from mine or recycling facility through separation plants, metal makers, and magnet plants, identifying single points of failure and high-risk jurisdictions.
- Jurisdictional and policy analysis – Screening for export controls, sanctions exposure, and qualifications under incentives such as the US IRA or EU CRMA, given their growing weight in procurement decisions.
- Cost and exposure modeling – Scenario analysis under different Dy/Tb price levels and availability assumptions, including the impact of switching between Dy and Tb in certain grades or adopting Dy-efficient technologies.
- Contingency and substitution planning – Structured evaluation of SmCo swaps, lower-Dy grades, redesigned cooling or motor topologies, and incremental recycling as potential responses to severe Dy/Tb constraints.
The common thread is that Dy/Tb is treated not just as a line item in the bill of materials, but as a strategic material input whose physical, regulatory, and geopolitical properties require continuous monitoring and cross-functional management.
Synthesis: structural tradeoffs and the road ahead
The technical core of the Dy/Tb story is straightforward: a few percent of heavy rare earth in NdFeB magnets determine whether critical machines retain magnetization headroom at elevated temperature. The industrial reality is less straightforward: that Dy/Tb comes from a narrow band of deposits and refineries concentrated in specific jurisdictions, processed through capital-intensive and environmentally sensitive facilities.
Engineering responses – grain-boundary diffusion, Dy-free microstructures, refined motor designs, and selective SmCo deployment – are steadily improving the efficiency with which Dy/Tb is used. Recycling is beginning to add secondary supply. New HRE-focused mines and multi-element projects are working through permitting and financing to provide alternative feedstocks. Yet each of these options redistributes tradeoffs rather than eliminating them, whether into process complexity, cobalt exposure, capital intensity, or permitting timelines.
From Materials Dispatch’s perspective, Dy/Tb risk is becoming a system property rather than a simple commodity concern. Platform designers, magnet makers, and policy makers are all interacting through the same constrained nodes: ionic-clay operations, HRE separation capacity, and qualification cycles for advanced magnet grades. The decisive signals in the coming years are likely to come from incremental shifts – a new separation plant reaching nameplate capacity, a regulatory tightening on ionic-clay leaching, a traction motor platform qualified on Dy-free hot-deformed NdFeB, or a strategic offtake that anchors an HRE-rich hard-rock project. Monitoring these weak signals, and mapping their impact across the upstream-midstream-downstream chain, will be central to understanding how the Dy/Tb constraint evolves.
Note on Materials Dispatch methodology – This analysis integrates technical literature on magnet physics and processing, public supply-chain assessments from agencies such as the US Department of Energy and USGS, commercial market data from specialist consultancies, and systematic monitoring of policy moves in key jurisdictions (including Chinese export licensing, US IRA implementation, and EU CRMA measures). Cross-referencing these sources against end-use technical specifications for EV, wind, and defense platforms enables an integrated view of how Dy/Tb risk propagates through the entire magnet value chain.


